
When a project faces issues like zinc peeling, cracking, or insufficient coating thickness, the first question a contractor usually hears is: “Was it galvanized to spec?” This is where ASTM A123 steps in—not merely as a technical document, but as a critical tool for protecting the project’s long-term integrity.
In general structural steel work, engineers sometimes simply specify “Galvanized” without defining a strict standard. The consequence? A 3 mm steel component might receive a coating of only 45 μm, even though ASTM A123 mandates a minimum of 65 μm for that thickness range. This seemingly small gap can result in service life being cut by more than half, particularly in coastal or industrial environments.
Master the Specifications Before Sign-Off
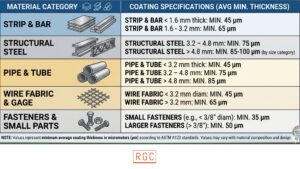
ASTM A123 categorizes thickness requirements based on product type and material size—not thickness alone. Key references for engineers:
- Strips and Bars Minimum 45-75 μm
- Structural Steel Minimum 45-75 μm
- Pipes and Tubes: Minimum 45–85 μm
A common field mistake is applying a single thickness table across all product categories, despite each having its own defined requirements. Proper thickness verification using a Magnetic Thickness Gauge—with sufficient sampling points as required by the standard—is a non-negotiable step before accepting any galvanized work.
Precision in the TOR: Cost Savings by Design
Specifying “Hot-Dip Galvanizing per ASTM A123” in the TOR leaves no room for misinterpretation between contractors and galvanizers. This reduces re-inspection cycles and eliminates quality disputes post-delivery. In medium-to-large scale projects, the cost of re-galvanizing or replacing components can far exceed the original galvanizing investment.
At Rayong Galvanizing, we collaborate directly with engineering teams from the Shop Drawing review stage onward ensuring every component is galvanized precisely to contract specifications. Not just galvanized. Done right.







